Today's grain and milling operations are increasingly automated with more sophisticated and complex systems. Plus, with increased consolidation and a global grain economy the needs of the industry have changed ... and manufacturers of bin level indicators have responded with new solutions to address those demands.
The good news is if your operation is small or large, has one bin or hundreds, has a single location or a global presence, there is a solution for you. The solution starts by determining your sensor needs and applying the right sensor for the material and vessel. Then, comes another set of considerations: Once you have all this data, how do you get it from your bins to where you need it, and what do you do with it when it gets there?
Here are some things to ask of your operation:
- Do you want point level alerts or inventory management?
- Is the data needed locally or at multiple locations?
- Do you need the ability to run reports?
- Where do you want your data stored?
- How long do you want to keep historical data?
- Who has access to the data? Does everyone have the same access?
- Does your data need to be secure or kept confidential?
- Do you want alerts for low or high level thresholds?
- Is mobile access to the data needed?
Inventory Management using Continuous Level Sensors
Integrating continuous level sensors allows an operation to monitor how much is in one or all bins in real time or at scheduled intervals. For the grain and milling industry, cable-based sensors or non-contact acoustics-based sensors are commonly used in large grain bins. Technologies such as guided wave radar can also be used in ingredient bins containing solids or liquids. Ultrasonic sensors, pressure sensors, and float-type sensors can be used successfully in chemicals, fuels, water, or wastewater. When sensors are used as part of an inventory management system, there are different options available dependent on how an operation wants to use, secure, and store the data.
Local or company-wide monitoring
An important consideration is the scope of the system. Is there a need to monitor just a few bins at a single location? Or, is it necessary to monitor all bins across an entire organization? Both are easily achievable and monitoring systems are very scalable, allowing additional bins to be added at a later time as operations grow and budget becomes available. Another decision to be made is where the data will reside. Options include storing the data locally on a corporate LAN or WAN and providing remote access via a VPN or using a cloud-based service for anywhere, anytime access via any device with an internet connection. Both types of systems can be set up with varying levels of access and security.
Reports and Historical Data
For some operations, current data is all that is needed. However, many operations are using data for much more than identifying a full or empty condition. Bin monitoring data is not only used in production, but also by purchasing and finance. Just-in-time replenishment practices and reducing safety stocks can be achieved using current and historical usage data. Inventory valuation and financial reporting can be streamlined significantly using an operation-wide inventory management system. Historical reports, charts, graphs, and other useful information can be generated using automated reports sent to key individuals on a routine basis.
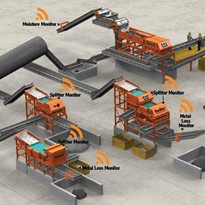
Cloud-Based Applications
As with many corporate business applications, Cloud-based inventory management is becoming a more popular option for grain and milling operations. Users today need anytime, anywhere data access from a variety of devices whether they are in the office, about the facility, or in a vehicle. Plus, they need it from their Smartphone, tablet, or PC. Web-based monitoring solutions can take the data from a variety of different sensor types to a gateway that gets the data to the cloud for access from an internet site or phone app. Automated SMS text alerts and emails are a popular feature of cloud-based systems.
Software
For inventory management there are PC-based software programs which are compatible with sensors for measuring grains, feeds, pellets and dry powder ingredients as well as tanks containing liquids that may be on premises. The software can reside on a single PC or can be installed across multiple PCs on a local area network. If the company has a VPN, the data can be accessed from any site where the user has a connection to the company's private network. Data from all sites resides securely on a server at a corporate office for monitoring inventory, making purchases, and preparing financial reports.
Text and email alerts
One of the most simple - and becoming more popular - types of alerts are sent via an email or an SMS text message. Generally these are automated messages sent to a Smartphone, tablet, or desktop PC that simply alert to a high or low level threshold determined by the user. They are convenient for busy personnel at grain and milling operations who aren't typically sitting at a desk, but are busy attending to other parts of the operation. Texting and email services are often included as an option in inventory management software or cloud-based applications.
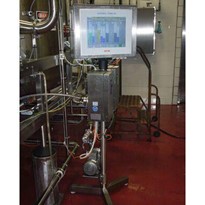
Consoles
Consoles are a very affordable and convenient way to monitor inventory. Generally, cable-based sensors are networked together with the data from one or multiple silos going to a single console. The dimensions of each vessel are input into the brains of the console and allow it to provide information about either the percentage full, the headroom distance, or convert the reading to a number of bushels for each bin. Readings are set up on a time interval schedule and also can be initiated on demand by pushing a button. By simply scrolling through a keypad, the data about each bin can be noted. Consoles can store data and have a protective memory in the event of a power loss.
The upside of consoles is they are very economical and can install in a centralized protected area in the vicinity of the bins being monitored. Often they are set at truck height so drivers can take readings before they loadout. They are especially helpful when trying to determine which bins have capacity for filling or when they are nearing empty. The downside is that you can only view the data for one bin at a time. Consoles are frequently used in tandem with either a software program installed on the local network or with a cloud-based internet application.
HMI or PLC
In many grain and milling operations, the control room is king. There is a vast infrastructure of equipment specifically designed to manage storage and process control equipment. Operations monitor and measure many different parameters such as flow, temperature, moisture, vibration, pressure, speed, position, and weight in addition to level. All information is centralized in a single location and is generally secured on a local network. It is commonplace in many operations for data from level sensors to be sent to a control room for processing and monitoring.
Bob or Cable-Based Sensors
A cable-based or bob-style sensor works like an automated tape measure, but eliminates the need for climbing bins to take manual measurements to improve safety and efficiency with timely inventory data. They reliably, accurately, and repeatedly take measurements at pre-determined time intervals or on demand. Data is sent to a control room PLC, console, PC software, or to the cloud where data is accessed via a web-based application. Bobs can be used in facilities with one bin, an entire network of bins, or corporate-wide across multiple locations. PC software and cloud-based applications can also send text and email alerts when pre-determined high- or low-level thresholds are encountered.
3D Scanners
A 3DLevelScanner provides continuous, non-contact level measurement using dust-penetrating technology to provide very precise bin volume accuracy. It measures and maps the material surface to detect irregular material surfaces, cone up/down conditions, or sidewall buildup. A 3D scanner is unique because it can map the topography of the bin and create a computerized profile of its contents. Advanced acoustics-based technology is proven to perform in high-dust environments where some other types of non-contact technologies struggle to perform reliably. A scanner can be used in bins as well as domes, warehouses, open bins, and piles.
A 3D scanner is ideal for bins with multiple filling and emptying points where the topography of the material is highly irregular. A 3D scanner can deliver one to three percent total stored volume accuracy when mounted in the proper location and used in a tank that is less than 45 ft. in diameter. For tanks greater than 45 ft. in diameter, a multiple scanner system can record measurement data from multiple devices and then combine the data to report volume to a personal computer and provide a single graphical representation of the tank contents.
Scanners come equipped with software that displays the bin data in an easy-to-read format. The measurements are sent to a main display screen and includes data such as average, minimum, and maximum distances; level; temperature inside the tank; and volume percentage. For operations with multiple bins, there is MultiVision software that allows for all bins to be monitored simultaneously from a single screen.
Guided Wave Radar
A guided wave radar is a sensor that suspends a cable down into the bin to measure liquids, powders, and bulk solids with a dielectric constant greater than 1.3 in vessels up to 100' tall. It utilizes time domain reflectometry (TDR) to measure the distance, level and volume of material. The sensor is immune to dust, humidity, temperature, pressure, and bulk density changes as well as noise present when filling or emptying the vessel. In the grain and milling industry, guided wave is used for smaller vessels containing ingredients or additives. It is a complement to other types of continuous level sensors in a network.
Point Level Indicators for Automated Alerts
As the name implies, point level indicators alert when the level in a bin reaches a certain point. For inventory management or process control, a point level indicator is wired to send an alert to a control room, horn, light, or an alarm panel when material reaches or falls away from the device. They can be used for high, mid, or low level alerts in a wide variety of grains, pellets, and many powders.
Horns and lights
It very common for point level indicators, such as rotaries, capacitance probes, vibrating rods, diaphragm switches, or tilt switches to be wired to a horn or light to indicate a full or empty status. This happens most frequently when the level indicator is used to start or stop a process to prevent running out of an ingredient or wastefully overfilling a bin.
Alarm Panels
A simple option for point level alerts is an alarm panel. This is a display module that can handle multiple point level devices for high or low level alerts. When a full or empty condition occurs, the display module begins to beep and a light starts to flash. It tells you which bin has the alert and whether it is a high or low level alert, depending on how the display module is configured by wiring. Alarm panels can be used with rotary, diaphragm, capacitance probe, vibrating rod, and tilt switch point level indicators.
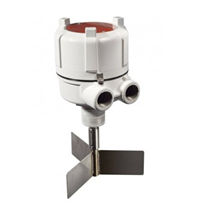
Rotary
The rotary level indicator is the familiar workhorse of the grain and milling world. Fail-safe rotaries that alert to the device status are becoming the model of choice in many grain applications because continuous operation of the rotary is critical to the process. A fail-safe rotary will alert to a failure of the motor or loss of power and send an immediate warning or a visual indication that something has gone awry.
With a variety of paddles, extensions, and mounts, they can be applied in a variety of ways. Rotaries can be mounted on the sidewall of the bin or alternatively, can be mounted on the bin roof for high level detection. A vertical extension on a rotary can allow it to be extended up to 12 ft. down into the bin for high level detection. An adjustable rotary mount can be used to vary the height seasonally when less inventory might be desired. For side-mounting in cement-walled silos, there are vertical extensions designed for installation through thick bin walls. Collapsible, insertable paddles enable installation without entering the bin.
Capacitance Probe
Capacitance sensors are designed for an array of applications and can be customized with different types of probes, lengths or extensions. There are thousands of configurations for hazardous locations, sanitary applications, flexible hanging probes, flush mounting, remote electronics, auto calibration, heavy duty, compact and bendable probes. These sensors may be used for high-, mid-, and low-level detection in bins, silos, tanks, hoppers, chutes, and other types of vessels in which grains, pellets, or powders are stored, processed, flowing, or discharged.
Vibrating Rod
The vibrating level sensor is a piezoelectric-driven, vibration-type level switch that can be used for level detection in bins, silos, and hoppers filled with powders and other dry bulk solid materials. These rugged sensors often are constructed of durable stainless steel and are almost wear and maintenance-free. A vibrating level sensor can be mounted on the side of the vessel when used as a high-, mid-, or low-level alert. Alternatively, they can be used for high-level, top-mounted applications when built with a rigid or flexible extension.
Diaphragm Switch
A diaphragm or pressure switch is a very basic, affordable bin level alert commonly used as a high-level alert on the bin wall. There are models for either internal or external mounting. Internal mounting doesn't require a hole to be cut in the bin wall, while an external mount has the advantage of mounting from the outside via a hole cut in the wall, so there is no need to get into the bin. There are models for non-hazardous locations or with explosion proof certifications. Pressure switches are also used for plugged chute detection.
Tilt Switch
A tilt switch is a high-level indicator designed to install easily and require no routine maintenance. The switch is activated when material rises and tilts the switching mechanism 15°. A fixed-mount tilt switch mounts from the outside on the top of the bin through a process connection. It is custom-made to a specific length determined by the distance from the top of the bin an alert should be activated. Alternatively, a hanging tilt switch is installed by suspending it from a flexible cable within the bin or over a pile of material. A hanging tilt switch also can be used for plugged chute detection. A note of caution: some tilt switches are made using mercury, so be sure to select a mercury-free model if one is required for compliance with environmental regulations.








-160x160-state_article-rel-cat.png)