







The Challenge:
Services rendered:
- 3D modelling used to design the system around existing building features.
- Full line simulation
- Project management and line integration of all equipment that included European OEM suppliers.
- Used broad experience in mechanical, electrical and software engineering to navigate challenges involved in the line integration process.
- Equipment training

DA Hall & Co is an Australian privately owned agribusiness that was established in 1958 when founder Doug Hall entered commercial egg production. From humble beginnings, DA Hall & Co has become a large and successful integrated rural enterprise. With a focus on supplying high-quality, consumer-driven products in a safe and harmonious work environment the company has steadily expanded over the years to include intensive pig production, egg production, stockfeed milling and cereal crop production.
In order to keep up with production, DA Hall & Co’s egg production facility in Millmerran needed an upgrade. Originally the plans included a new factory build with imported equipment, however with the onset of COVID19 they needed to look for a Domestic solution. “Fibre King managed to provide a solution that was not only tailor made for our site but brought us along on the journey using 3D modelling for us to understand what we were going to get before we moved forward with them”. Says Don Trefz General Manager - DA Hall.
"One of the biggest challenges when finding a suitable solution was to fit two (egg grading) machines into one building and convey the eggs into one point for palletising but not only that, the solution had to pack 6 different product systems, being caged, organic, free range, pasture raised, open range etc and into export skus, local sku’s, egg sizes etc. Fibre King had to come up with a system that could pack those eggs of which we put into 131 different types of cartons and still go onto one standard chep pallet. No one can underestimate the amount of work that goes on in the background that they had to put together to provide the solution to us within the quotation period let alone to actually turn it into practice.” Don adds
The project was delivered by Fibre King in two phases:
Phase 1

Phase one was to deliver the conveyors to merge all the product from the existing grader from MOBA with the new grader that was to be delivered. It involved installing a high-level conveyor along with spiral elevators and loweraters as well as merging and gapping equipment to distribute the cartons from those two graders to four new fixed size taping machines and one existing random taping unit. From there it was merged again onto a single line for distribution through to manual palletising. At the end of phase 1 which was a very small window for installation Fibre King managed to get the plant up and running in under 24 hours and enabled DA Hall to achieve higher efficiencies on their taping side of their business whilst still being able to manually palletise.
Phase 2

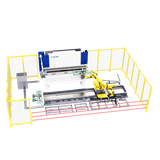
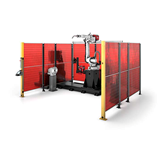
The second phase of the project was to install the robotic palletising system and the distribution conveyors to deliver to that palletising system. Within another small window of approximately 15 hours Fibre King installed a DARB conveyor from Intralox which was to act as a bypass to the initial phase until the system went live. Over the course of 3 weeks, Fibre King installed the three robot cells, pallet handling system and the shuttle outfeed system to feed the Fromm stretch wrapper. From there they commissioned the robot cells one at a time slowly taking the load off the manual palletising system that was in place while the installation was underway. Once the robotic palletising system was up and running in full the manual palletising was only utilised for overflow products in excess of the 12 sku’s which the robots were handling.
Project Management
We asked Don what the new system meant for their Millmerran facility:

Improved Production
“The equipment that Fibre King has put in has significantly improved our production by us putting two (machines) grading systems within the same building meant that we would be packing at 306,000 eggs per hour, humans cannot keep up with that. The solution FK brought to us was the ability to pack at that rate. Without the robots running we cannot achieve that within one building.”

Improved Safety
“One of the main benefits of the new system is improved work safety. Each carton of eggs weighs up to 10kg and on a typical day staff were packing between 15 between 15,000- 20,000 cartons. The manual handling side of the job by merging the two machines into one was the biggest challenge, and this equipment has negated that so we are able to get that product out the door with no manual handling - so no work injuries.”

User Friendly Interfaces empowering staff
The Millmerran facility has a diverse workforce with staff coming from 17 different countries, it was important that the workers were able to adapt to the new equipment and be confident in operating it. “Robotic palletising sounds like a really technical crazy thing and the average person on the floor thought how are we going to ever run this? But Fibre King has given us interfaces that make it so basic to use that within 2 – 3 days we had the ability to have a worker changing product on the robot and moving it around. They were no longer manually putting 5,000 cartons on a pallet but were moving a robot into position - they never thought they would be doing anything like this in their lives and they find it very empowering.”

Increased Capacity while reducing operational time
“Prior to having this equipment, we used to run 365 days a year and we managed to bring that down to a 5 day a week operation while increasing production targets. You cannot underestimate what that has done for the worker morale and the long-term functioning of this business, it has really turned it around.”
“At Fibre King we have really got a lot of job satisfaction out of the project we have delivered at DA Hall and to see them with their production figures increasing day in and day out has been really positive.” Greg Constantinidis – Innovation Manager at Fibre King

































-205x205.jpg)








-205x205.jpg)